

طرح توجیهی تولید دستگاه تزریق پلاستیک
طرح توجیهی طراحی و ساخت دستگاههای تزریق پلاستیک چیست ؟ یکی از اثرات رشد و توسعه مصرف محصولات و قطعات پلاستیکی توسعه تکنولوژی تولید ماشینهای قالبگیری تزریقی در سطح جهان وکشور است. ارزش معاملات صادراتی ماشینهای قالبگیری تزریقی برای لاستیک یا پلاستیک جهان در سال 2021 معادل 6.75 میلیارد دلاربو. و در مقایسه با سایر کالای در رده 548 امین محصول پرمعامله جهان قرار داشت .
مابین سالهای 2020 تا 2021، صادرات ماشینهای قالبگیری تزریقی برای لاستیک یا پلاستیک 26 درصد رشد کرد و از 5.36 میلیارد دلار به 6.75 میلیارد دلار رسید. در کشور نیز تعداد 55 واحد تولید دستگاههای تزریق پلاستیک وجود دارد که بخشی از نیاز داخل را تامین می نمایند.

دستگاه تزریق پلاستیک | طرح توجیهی طراحی و ساخت دستگاههای تزریق پلاستیک
دستگاه های تزریق ماشینها و دستگاههای مکانیکی و الکتریکی و هیدرولیکی قابل کنترل هستند. که در تولید انواع محصولات و قطعات پلاستیکی مورد مصرف در لوازم خانگی و برقی همانند دستگاههای صوتی و تصویری ، شستشو، پختوپز، تمیز کردن یا نگهداری مواد غذایی، خشککردن، آسیاب و کالاهای خانگی بزرگ و لوازمخانگی کوچک الکترونیکی و تجهیزات پزشکی یکبار مصرف کاربرد دارند. این دستگاهها در اندازه و وزن و ظرفیت های متفاوت تولید می شوند و هر دستگاهی متناسب با قالب و مواد اولیه مورد استفاده برای تولید محصولات خاصی طراحی و ساخته میشود
مشخصات فنی محصول | طرح توجیهی طراحی و ساخت دستگاههای تزریق پلاستیک
طرح قابلیت تولید دستگاهها یا تناژ های متفاوتی را دارد. در فاز نخست دستگاه تزریق پلاستیک 130 تنی در خط تولید امکانسنجی است. کورس تزریق آن 190 میلیمتر ، حداکثر سرعت مارپیچ با دور متغیر تا 180 دور در دقیقه است . کورس پران 120 میلیمتر با نیروی 42 نیوتن ، نیروی گیره 1300نیوتن با کورس بازشوندگی 380 میلیمتری با مخزن روغن هیدرولیک 200 لیتری است. که در تولید انواع تجهیزات و قطعات یکبار مصرف پزشکی، قطعات خودرو، وسایل آشپزخانه، ظروف بسته بندی کاربرد دارد. و مشخصات فنی آن بشرح جدول ذیل است.
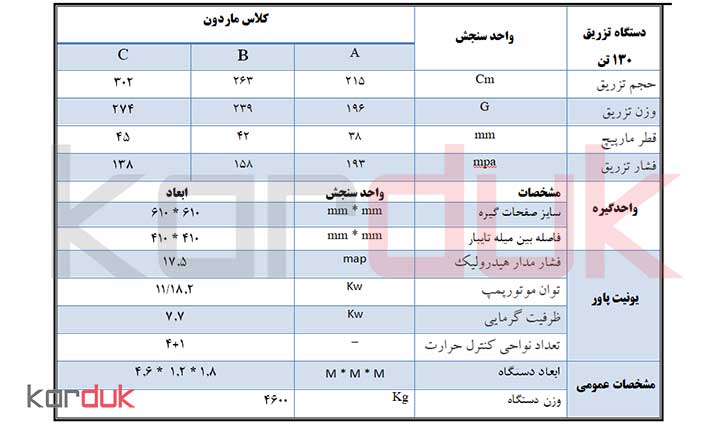
دستگاه قادر است وزن تزریق در محدوده وزنی 162 الی 268 گرم را بسته به نوع مواد اولیه قطر ماردون پارامترهای قالب با فشار مناسب کارسازی کند . مشخصات دستگاه براساس سفارش قابل باز مهندسی است. از خصوصیات فنی این دستگاه تزریق پلاستیک ظرفیت وزن تزریق با سیلندر کلاس B به میزان 239 گرم است. که دارای قطر مارپیچ 42 میلی متر، کورس بازشو 38 سانتی متر و ابعاد بین تایبار 41*41 سانتی متر می باشد.
دستگاه به پمپ دبی متغیر و سرو موتور مجهز است. و دارای تابلو فرمان ،شیرآلات هیدرولیک، شیلنگ های هیدرولیک ،پکینگ جک های هیدرولیک از قطعات و تجهیزات استاندارد است. دراین دستگاه از یک سایز پمپ و موتور تقویتی در راستای افزایش سرعت و ثبات عملکرد مهندسی استفاده می شود .
معرفی کدهاي ISIC محصول
آیسیک نوعي طبقهبندی استاندارد براي فعالیتهای اقتصادي توليدي است. هدف اصلي کدیشن ISIC فراهم كردن مجموعهاي از ردههاي فعاليتي است. به طوری که در آن بتوان موجوديتهاي اقتصادي را بر اساس نوع فعاليتي كه انجام ميدهند. بر اساس سيستم طبقهبندی آيسيك، کد آیسیک دورقمی 29 مربوط به محصولات فابریکی و ماشین سازی بوده و کدهای فعالیتها طرح به شرح ذیل ارائه گردیده است.
- ماشين هاي تزريق واكسترودينگ پلاستيك با کد آیسیک: 29291161
- قطعات ماشين الات تزريق پلاستيك با کد آیسیک: 29291190
- ماشين هاي تزريق و اكسترودينگ پلاستيك با کد آیسیک: 2929512310
روش کار دستگاه تزریق |طرح توجیهی طراحی و ساخت دستگاههای تزریق پلاستیک
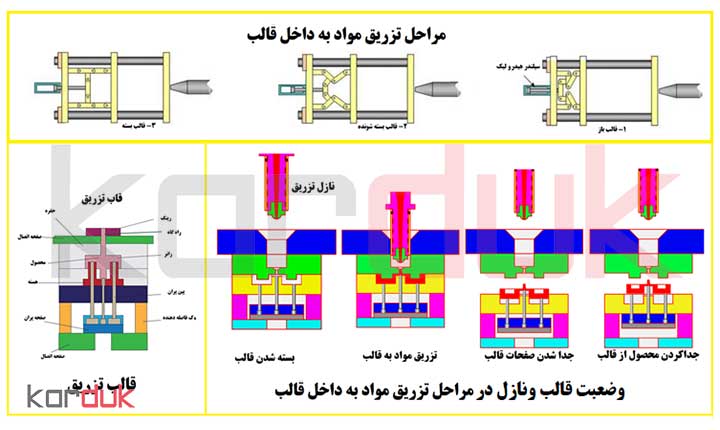
در دستگاه تزریق گرانول پلاستیک توسـط خـوراک دهنـده پنومـاتیکی پس از آمادگی به همراه افزودنی های مورد نیاز توسط فیدر به درون هاپر خوراک دهنده دستگاه منتقل میشود. این مواد در اثر گرمایش و اصطکاک در دورن سیلندر ماردون بصورت مذاب از طریق نازل دستگاه بداخل حفره قالب قطعات تولیدی با فشار کنترلی تزریق می شود.
پس از اتمام کار تزریق و شکل گیری قطعات و تامین شرایط ترمودینامیکی مناسب قالب باز و محصول توسط سیستم پران به بیرون میرود. مراحل پلیسه گیری احتمالی و پرداخت نهایی در خارج دستگاه انجام می شود.
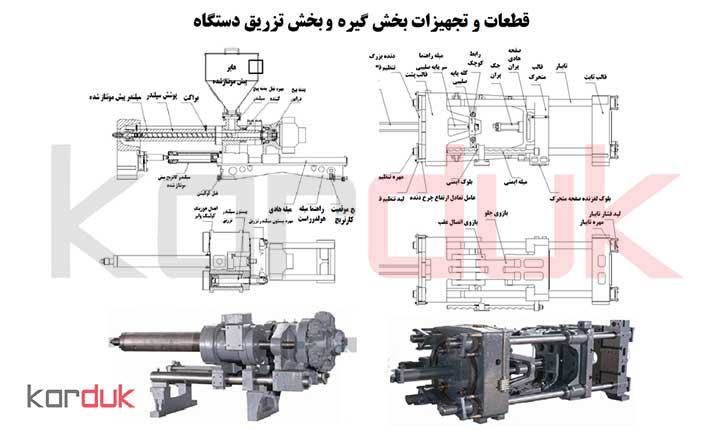
اجزای دستگاه تزریق | طرح توجیهی طراحی و ساخت دستگاههای تزریق پلاستیک
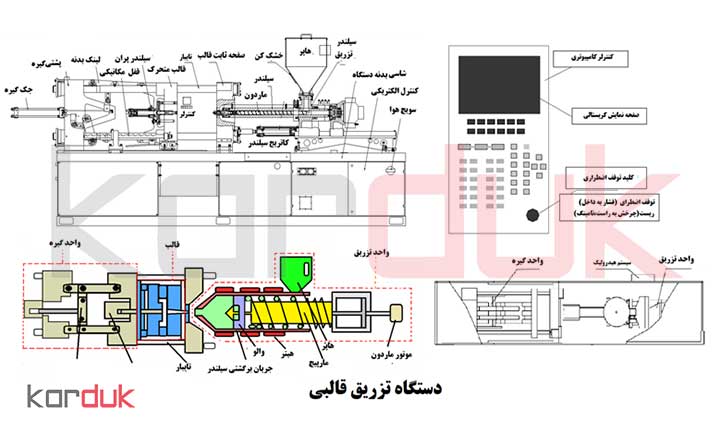
دستگاه قالب گیری تزریقی از پنج جزء اصلی شامل واحد گیره ، واحد تزریق و هاپر ورودی مواد اولیه ، سیستم هیدرولیک ، واحد برق و کنترل ، بدنه یا استراکچر دستگاه تشکیل می شود. بخش اکسترود در واحد تزریق شامل سیلندر ماردون و سیستم تحرک و تجهیزات آن بوده و واحد گیره در بر گیرنده قالب تولید محصولات می باشد. همچنین اجزای کوچکتری مانند نازل، پین های اجکتور، قالب اسپلیت، بخش تحرک صفحات قالب در دستگاه وجود دارد.
واحد هیدرولیک و سیستم های اتصال کولینگ و گرمایشی نیز در آن است . تمام قطعات ، تجهیزات و وسایل الکترونیکی و کنترلی مورد نیاز راه اندازی دستگاه بر روی استراکچر دستگاه نصب می شود . تجهیزات و وسایل الکترونیکی روی دستگاه باید طیف وسیعی از گرمکن ها ، تجهیزات هیدرولیک ، سنسورها و فشار تزریق را کنترل کنند.
دستگاه دارای کنترل دیجیتال و نرم افزار کانفیگی بر روی برد کامپیوتری و پانل برنامه عملیات ماشین را که بصورت چرخه تکرار است. به طور خودکار کنترل و فرمان می دهد عملکرد خودکار دستگاه دارای دو نوع سنسور تمام اتوماتیک و زمان بندی خودکار است
هاپر دستگاه
شامل قطعاتی است که مواد پلاستیکی قبل از شروع فرآیند قالب گیری تزریقی در بر می گیرد. قیف معمولا حاوی یک واحد خشک کن برای رطوبت زایی از مواد پلاستیکی است. همچنین ممکن است آهنرباهای کوچکی برای جلوگیری از ورود ذرات مضر فلزی به دستگاه را داشته باشد.
کارکرد سیلندر ماردون
در مرحله بعد، مواد پلاستیکی زیر از قیف، به سیلندر تزریق می رود. سیلندر یک تیوب متصل به هاپر مواد پلیمری است که درون آن مواد بر اثر حرکت ،اصطکاک و گرمای هیترهای واقع در دور سیلندر به حالت مذاب در می آیند. و در نتیجه مواد پلاستیکی در سیلندر توسط ماردون جریان می یابد. مارپیچ داخل سیلندر متحرک بوده و پلاستیک را به سوی حفره های داخل قالب واقع دربخش گیره و کلامپ دستگاه از طریق نازل سر سیلندر مطابق مراحل فرایندی دستگاه تزریق هدایت می کند.
بنابراین درجه حرارت در سیلندر باید به اندازه کافی تنظیم شود تا دمای مناسب برای جریان انواع مختلف مواد پلاستیکی پلیمره حفظ شود. دستگاه می تواند انواع مختلفی از هیترهای حرارتی را برای افزایش و حفظ دما در سیلندر ، نازل ها و قالب ها و صفحات گرمایشی داشته باشد. نازل یکی دیگر از اجزای قالب گیری تزریقی است که در انتهای سیستم تزریق دستگاه قرار دارد. پلاستیک مایع از طریق آن از سیلندر بیرون و به داخل قالب می رود.
در قالبگیری تزریق ، خط جدایی جایی است که دو نیمه قالب در هنگام بسته ، بهویژه در قالب تقسیمبندی، به هم میرسند.قالب های اسپلیت یکی از انواع قالب های تزریقی هستند که در آن فک ها حفره قالب را در بر می گیرند.
 واحد گیره دستگاه
واحد گیره دستگاه
دارای دو صفحه بزرگ است که قالب تزریق را نگه می دارد. یک قالب شامل دو قسمت فولادی است که به هر یک از صفحات بزرگ روی واحد گیره متصل می شود. هنگامی که دستگاه آماده تزریق پلاستیک به داخل قالب یا حفره است. واحد گیره دو صفحه مستقل را می بندد و به پلاستیک مذاب اجازه می دهد تا در حفره جریان پیدا کند و محصول متشکل به صورت جامد سرد شود.
هنگامی که پلاستیک به اندازه کافی خنک شد، واحد گیره قالب تزریق را باز ومحصول تولیدی به خارج می رود. هدف واحد گیره در دستگاه باز و بسته کردن قالب تزریق و خارج کردن محصولات قالب گیری تزریقی است. دو نوع سیستم های گیره با پیکربندی هیدرولیک و یا ضامن دار وجود دارد.
سیستم گیره هیدرولیک دارای یک یا چند سیلندر هیدرولیک است، در حالی که سیستم گیره ضامنی دارای یک سری اتصالات مکانیکی است. در واحد گیره صفحه ثابت که قسمت ماتریس قالب بر روي آن نصب است نازل سیلندر از طریق اسپرو و راهگاه ، مواد مذاب را وارد آن می کند. صفحه متحرك گیره دربرگیرنده سنبه است و توسط نیروي بازویی ها بر روي تایبارها حرکت می کند.
تایبارها چهار میله اصلی است که وظیفه هدایت و حفظ قفل شدگی پس ازبسته شدن قالب توسط جک گیره را بر عهده دارد. نیروی جک گیره توسط صلیبی و بازویی ها به صفحه متحرك جهت قفل گیره انتقال پیدا می کند. مکانیزم جدا کردن محصول از قالب نیز توسط سیستم پران صورت می پذیرد
 واحد هیدرولیک
واحد هیدرولیک
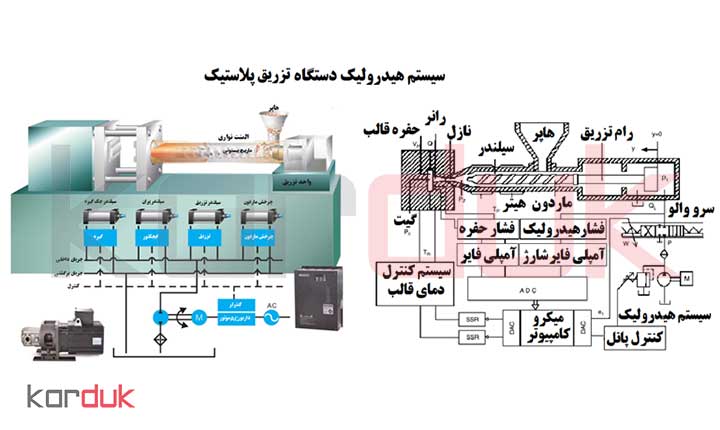
در ماشین های تزریق پلاستیک به طور مداوم در طول چرخه های انتقال نیرو بدون توقف کار میکند. موقعیت نازل و ماردون تزریق ، چرخش مارپیچ بخش اکسترودر، به علاوه موقعیت باز و بسته شدن قالب و تعداد قابل توجهی از مدارهای فرعی کنترل نیرو انتقال حرکت تنظیمیرا نیاز دارد. تا مواد پلاستیکی پلیمری در فرایند پلیمریزه شدن و انتفال با یک حرکت بسیار ثابت به آرامی در حالت مذاب حرکت کند .
در طول چرخش پیچ و فاز غوطهوری به داخل قالب جریان یابد. اگر حرکات هیدرولیکی باعث هر گونه بی نظمی شود. کیفیت محصول قالب گیری تزریقی می تواند به خطر می افتد.
برای جلوگیری از باز شدن قالب و نگه داشتن نازل ها در محل و در امتداد اسپرو قالب تزریق، به مدارهای فرعی کنترل نیرو نیاز دارد. که در طول قالب گیری تزریقی این عملگر ها کنترل و تنظیم و نظارت بر فشار هیدرولیک فشار مکانیکی را بر عهده دارند. مکانیسم حرکت مار پیچ ، که توسط موتور هیدرولیکی به حرکت در می آید.
همراه با سیلندر به جلو میرود. این مکانیزم پیچیده نیازمند سیستم هیدرولیک دقیق ، بسته و بدون نشتی است. و در طول فرآیند تزریق در قالب پایدار است. تا پس از دریافت فرمان کنترلی زمان و میزان فشار و جریان از دستگاه و محاسبه PID با فیدبک فشار و سرعت مطلوب اعمال شود و سروو موتور و پمپ هیدرولیک را با زمان پاسخ سریع و دقت تکرار بالا به حرکت درآورد.
 دانش فنی تولید دستگا ه تزریق
دانش فنی تولید دستگا ه تزریق
دستگاه تزریق از اجزای با کارکردهای مختلقی برای تولید قطعات پلی اولفین از مواد مختلف پلیمری است. تمامی این اجزا در یک ساختار سیستمی بهم مرتبط هستند. تا بتوان بهترین کیفیت محصول را با کمترین ضایعات و در کمترین زمان ممکن بدست دهد . دستگاه در یک بازه بلند مدت با کمترین استهلاک و تعمیر و نگهداری برنامه ریزی شده بطور مستمر فعالیت تولید خود را ادامه می دهد.
دانش فنی این ساختار پیچیده از بخش طراحی شروع می شود. تفاوت کمپانی های مهم جهان تولید دستگاه تزریق در پلتفرمی است که طراحی وساخت بر مبنای آن شکل می گیرد ودانش فنی این پلتفرم مهندسی مهمترین سرمایه کمپانی های تولید کننده را تشکیل می دهد.
طراحی مکانیکال ،الکتریکال ،کنترل ،هیدرولیک
پلتفرم مجموعه حاضر براساس طراحی سیستم های مکانیکال ،الکتریکال ،کنترل ،هیدرولیک و در یک ساختار یکپارچه و در یک نقشه انفجاری و مونتاژ برای تمامی قطعات و تجهیزات با انتخاب مواد اولیه و مشخصات فنی است. که در یک ساختار نرم افزاری با قابلیت اعمال نیرو و حرکت بتوان بهترین کیفیت عملکردی را از دستگاه بگیرد. در ساخت نمونه پس از آماده سازی قطعات و تجهیزات بر اساس طراحی در خط مونتاژ می گیرد.
پس از تولید محصول نهایی همرمان با کنترل کیفیت آنلاین در محیط عملیاتی زیر بار تست میشود. ایرادهای دستگاه بر اساس فیدبک در تمامی بخش ها مرتفع و دستگاه با تضمین گارانتی و خدمات بعد از فروش در خط تولید انبوه می رود. بدیهی است حوزه تحقیق و توسعه و نوآوری شرکت بطور مستمر بر روی اصلاح و بهبود کارایی پلتفرم و مراحل ساخت تولید و ایجاد تنوع در تکنولوژی محصولات به کار خود بعنوان مغز متفکر محموعه ادامه می دهد.
فاز بندی مونتاژ
تولید دستگاه در چند فاز است در فاز نخست زنجیره تولید و تامین قطعات و تجهیزات بر اساس طراحی و دانش فنی در تناژ و ظرفیت خاص دستگاه تزریق انجام می گیرد. در خط مونتاز این قطعات و تجهیزات بصورت سلسله مراتبی در یک خط انتقال ریلی مجهز به سیستم های پنومانیک و الکتریکی ، روشنایی وکنترل کیفیت و ابزار دقیق و جرثقیل برای نصب بر روی اسکلت آماد در مکان و زمان مناسب قرار می گیرد.
نصب و مونتاژ از دو طرف است. در ابتدا بخش های مختلف سیلندر ماردون شامل سیلندر کارتریچ تزریق ،مارپیچ ، نازل، فلنج های نازل، کله گی مار پیچ، رینگ و واشر فاصله دهنده بصورت دقیق مونتاز می شود. و پس از آن امکان نصب مانیفولد تغذیه و نوارهای هیتر وجود دارد. بخش های آماده تزریق و اکسترود به همراه موتور گیریکس و سیلندر ماردون و هاپر ورودی مواد روی شاسی فیکس می گردد.
مونتاژ نهایی بر روی استارکچر
سپس صفجات ثابت و متحرک ، تایبارها، لید و مهره تایبارها ، صفحات هادی پران ،جک گیره ،جک پران ،بازوهای اتصال جلو وعقب حرکت دهنده صفحه قالب ، رابط و هد صلیبی ،چرخ دنده ، صفحات نگهدارنده تایبارها ،بلوک لغزنده صفحه متحرک ،میله و بلوک ایمنی دستگاه ، پیچ و مهره و لید های تنظیم و اتصال بخش های مختلف گیره دستگاه مونتاز می شود و بخش هیدرولیک به همراه تجهیزات ، اتصالات و شلینگ ها و ارتباطات بر روی شاسی نصب و در منبع هیدرولیک نیز روغن می رود.
در ادامه تجهیزات برق ،الکترونیک و کنترلی مدارهای فرمان مکانیکی و هیدرولیک نصب و تست می شوند. در انتهای فرایند مونتاژ پوشش های و محافظ های فلزی دستگاه پس از زیرسازی رنگ می شود. بدیهی کنترل کیفیت خط مونتاژ حین فرایند با ابزار دقیق صورت می پذیرد و تست نهایی وعملکردی دستگاه نیز پس از اتمام فعالیت درخط مونتاژ و کالیبره نمودن سیستم ، روغن وگریس کاری بخش های متحرک انجام می گیرد. و در صورت تطبیق عملکرد با استاندارد به انبار تحویل می رود .
طرح توجیهی تولید دستگاههای تزریق | مشخصات عمومی و سرمایه گذاری
جهت اطلاع از مشخصات زیر ساخت، ظرفیت تولید ، محاسبات مالی و سرمایه و هزینه های عملیاتی طرح توجیهی تولید دستگاههای تزریق بدلیل وجود نوسانات مالی و اقتصادی لازم است با کارشناسان ما تماس بگیرید. با توجه به وضعیت استقرار طرح های در حال احداث امکان بروز رسانی مقدار و هزینه های زیر ساخت ها و تاسیسات برقی و مکانیکال بر اساس متره و برآوردها و قیمت های جدید وجود دارد.
قیمت اقلام موثر در سرمایه ثابت نیز شامل زمین محوطه سازی، ماشین آلات و ابزار دقیق تاسیسات مکانیک و برق و… در حال تغییر است. اما امکان بروز رسانی دارد. بر اساس مطالعات طرح احداث یک واحد صنعتی تولید با ظرفیت 120 دستگاه در فاز نخست برآورد سرمایه گذاری اولیه را دارد.
نرخ بازدهی سرمایه در فاز نخست با احتساب 300 روز فعالیت سالانه نزدیک به چهار سال برگشت سرمایه اولیه خود را خواهد داشت. بدیهی محاسبات مالی مرتبط با زمان و مکان اجرای است . با گذشت زمان و تغییر شرایط اقتصادی لازم است . مطالعات پیش امکاسنجی بروز رسانی کنیم در ادامه خلاصهای از نیازمندی های احداث این واحد ارائه میشود..

نتایج مطالعات فنی، اقتصادی و مالی
نتایج تحقیقات بازار و برآورهای مالی فنی واقتصادی وضعيت قابل قبولي را بلحاظ مالي برای تولید محصولات را نشان می دهد. حهت اخذ مجوز های تولید این محصول وتامین زیر ساخت براساس پلان های مهندسی تولید استاندارد و صادرات محور می توانید در تمامی مراحل انجام کار از زمان بررسی ایده تا پیاده سازی و زمان بهره برداری از مشاوران و کارشناسان خیره وباتجربه کاردوک کمک بگیرید.
این طرح به عنوان فاز اول مجموعه تولید دستگاه 130 تن در دستور کار است. جهت اخذ مشاوره واخذ اطلاعات در تمامی مراحل انجام کار از زمان بررس اولیه طرح تا پیاده سازی و به بهرهبرداری رساندن آن از کارشناسان خیره و با تجربه کاردوک کمک بگیرید.
طرح های توجیهی مرتبط :
- طرح تولید قالپاق رینگ
- طرح توجیهی تولید لوازم خانگی
- طرح تولید قطعات پلاستیکی خودرو
- طرح توجیهی تولید دستگاههای CNC
- طرح توجیهی قالب سازی قطعات فلزی
- طرح توجیهی بازیافت ضایعات پلاستیک
- طرح توجیهی طراحی مهندسی دستگاه تزریق پلاستیک
- طرح توجیهی تولید ظرف پلاستیکی یکبار مصرف تزریقی
- کاربرد پلی اتیلن سبک
- کاربرد های پلی اتیلن سنگین
برای آشنایی بیشتر با سایر طرح توجیهی صنعتی نگارش شده توسط تیم کاردوک کلیک کنید.
خدمات قابل ارایه کاردوک
برای تهیه طرح توجیهی در زمینه های مختلف میتوانید با کارشناسان تماس بگیرید. از جمله خدمات مرکز مشاوره کسب و کار کاردوک میتوان به موارد زیر اشاره داشت :
- مشاوره انتخاب ماشین آلات، تاسیسات عمومی و طراحی سایت پلان
- تهیه طرح توجیهی و امکان سنجی طرح با استفاده از نرم افزار کامفار
- طراحی و راه اندازی سایت اینترنتی متناسب با نیاز بنگاه
- عارضه یابی سازمانی در بنگاههای اقتصادی
- مدیریت پیمان اجرای طرح های صنعتی
- پروژه عارضه یابی بنگاههای صنعتی
- انجام مطالعات تحقیقات بازار
- راه اندازی ماشین آلات صنعتی
- ثبت نام در سامانه بهین یاب و سامانه های دولتی
برای دریافت مشاوره از متخصصان مرکز کاردوک جهت نوشتن طرح توجیهی میتوانید
با شماره: 02166418908 تماس بگیرید.



